コーティングによって作られる「1/1000」の世界は、我々の身近でさまざまな力を発揮しています。ラボを支えるコーティング技術は主に2種類あります。大きく分けて、薄膜対応のマイクログラビア®方式と厚膜対応のスロットダイ方式です。その他にバンクコーティング(ナイフ)も一部可能です。


マイクログラビア
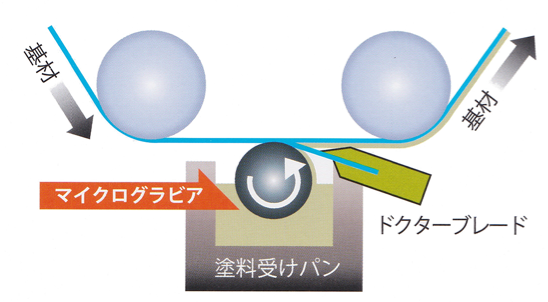
低粘度塗料を薄膜コーティングすることに適したコーティング方法です。
粘度の目安:100mPa・s以下
| 説明 | マイクログラビア方式は小径のグラビアロールを使ったコーティング方式です。リバース回転するグラビアロールが液供給パンから塗液を掻き揚げ、ドクターブレードは余分な塗液を掻き落とします。グラビアロールと基材に挟まれた液は、互いに逆転するロールと基材の間で回転しながら非常に小さなビード(液溜まり)を形成し、安定した状態を保ちます。そのため、安定した塗膜を形成することができます。 |
|---|---|
| 特徴 |
|
| 塗工液の粘度 | 100mPa・s以下が目安となります。 |
| 膜厚の範囲(Wet) | 2~60μm |
| 対象機 | 所有している全てのコーティングマシンで可能です。 |
スロットダイ方式
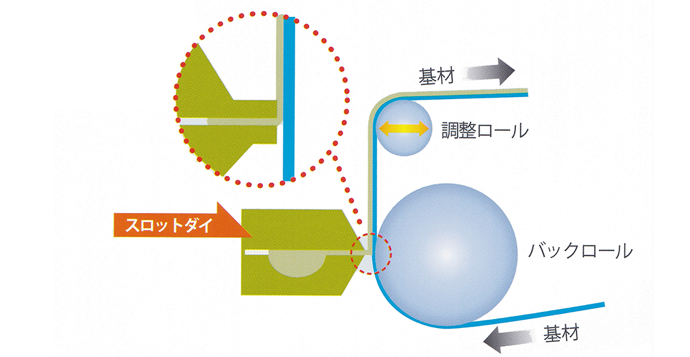
中~高粘度塗料を厚塗りするのに適したコーティング方法ですが、低粘度塗料・薄膜コーティングの実績も増えています。
| 説明 | スロットダイ方式は、ダイヘッドから塗工液を押しだしながら基材にコーティングする方式です。膜厚はダイヘッドからの吐出量とそれを転写する基材の速度で決まります。スロットダイの吐出口は塗工液の粘度や目標の膜厚にあわせて設定します。また、塗工液のダイヘッドへの供給は、塗工液タンクを空気や窒素で加圧する加圧方式やポンプによるポンプ供給方式があります。 |
|---|---|
| 特徴 |
|
| 塗工液の粘度(目安) | 100mPa・s以上が目安となります。 |
| 膜厚の範囲(Wet) | 20μm以上が目安となります。 |
| 対象機 | 所有している全てのコーティングマシンで可能です。 |
バンクコーティング(ナイフ)
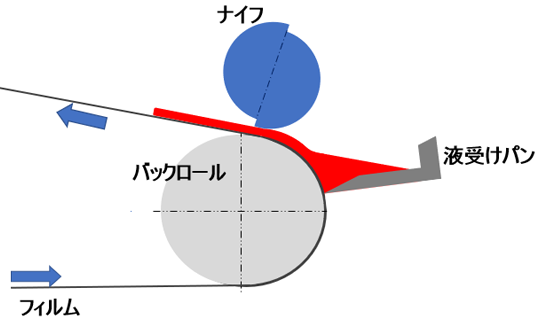
中~高粘度塗料を厚塗りするのに適したコーティング方法です。低粘度塗料には適しません。塗料交換が容易です。
| 説明 | バンクコーティング(ナイフコーティング)は、ナイフといわれる金属板を用いてコーティングする方式です。塗工膜厚は基材とナイフの間隙を設定することで決まります。コーターとしてはナイフ自体を動かす方式とナイフを固定して基材を動かす方式の2種類があります。 |
|---|---|
| 特徴 |
|
| 塗工液の粘度(目安) | 1000mPa・s以上が目安となります。 |
| 膜厚の範囲(Wet) | 50μm以上が目安となります。 |
| 対象機 | NCR-230、UVS-700、OS-750、単板コータ(A4orB4サイズに対応) |